本发明公开了一种3D打印复材模具及制造方法,涉及模具设计制造技术领域,包括通过3D打印工艺成型的型板和框架,以及连接板、镶块组件,型板上设有燕尾槽,燕尾槽上设有法兰型腔,镶块组件包括若干镶块,镶块数量与型板上的燕尾槽数量一致,镶块的上设有螺纹孔,镶块组件的贴合面与型板的贴合面光顺过度;型板与镶块组件之间通过胶粘剂层连接,框架顶部设有凹槽,凹槽上设有通孔Ⅰ,通孔Ⅰ的位置与螺纹孔位置匹配,框架底部设有通风孔,镶块组件、连接板和框架通过紧固件连接在一起,该模具解决了3D打印模具在使用时沿打印堆叠方向的
1.一种3D打印复材模具,其特征在于:包括通过3D打印工艺成型的型板(1)和框架(4),
以及连接板(5)、镶块组件(2),所述型板(1)上设有若干燕尾槽(1a),相邻燕尾槽(1a)之间
镶块组件(2)包括若干镶块,镶块数量与型板(1)上的燕尾槽(1a)数量一致,镶块的截
面形状为燕尾形,镶块的上设有螺纹孔(2b),所述镶块组件(2)的贴合面与型板(1)的贴合
框架(4)顶部设有凹槽(4a),凹槽(4a)上设有若干通孔Ⅰ(4b),通孔Ⅰ(4b)的位置与安装
成型后的模具上的镶块组件(2)上的螺纹孔(2b)位置匹配,框架(4)底部设有通风孔(4d),
所述连接板(5)的上贴合面与型板贴合面(1c)、镶块组件贴合面(2c)紧密贴合;连接板
(5)的下贴合面与框架(4)贴合面紧密贴合,镶块组件(2)、连接板(5)和框架(4)通过紧固件
2.根据权利要求1所述的一种3D打印复材模具,其特征在于:所述连接板(5)为金属材
料制得的板材,连接板(5)上设有若干通孔Ⅱ(5a),通孔Ⅱ(5a)的位置与安装成型后的模具
3.根据权利要求1所述的一种3D打印复材模具,其特征在于:所述框架(4)的凹槽(4a)
两侧面设置有若干定位孔Ⅰ(4c);所述连接板(5)的侧面设有定位孔Ⅱ(5b),定位孔Ⅱ(5b)
4.根据权利要求1所述的一种3D打印复材模具,其特征在于:相邻所述通风孔(4d)之间
5.根据权利要求1所述的一种3D打印复材模具,其特征在于:所述镶块、连接板(5)和框
架(4)通过螺栓(6)连接固定;连接板(5)和框架(4)之间通过销钉(7)进行加固连接。
6.根据权利要求1所述的一种3D打印复材模具,其特征在于:所述镶块组件(2)的螺纹
孔(2b)、框架(4)上的通孔Ⅰ(4b)和连接板(5)上的通孔Ⅱ(5a)的孔位同轴,且孔轴线均垂直
7.根据权利要求1所述的一种3D打印复材模具,其特征在于:所述型板(1)和框架(4)均
采用碳纤维增强热树脂颗粒材料制成,碳纤维增强热树脂颗粒材料的纤维长度为5mm,圆柱
以权利要求1所述复材模具结构的3D打印复材模具为理论模型,在该模型的基础上增
在3D打印编辑软件中对该工艺模型的型板(1)和框架(4)进行分层处理,确定每个打印
层面的二维切面数据,设定包括打印路径、打印层厚度和打印线:型板和框架毛坯制造
将碳纤维增强热树脂颗粒材料注入3D打印设备中,并采用3D打印工艺参数制备型板
将型板(1)和框架(4)毛坯件放置在烘箱中,并对两者进行热时效处理,消除型板(1)和
将型板(1)的型板型面(1d)朝下放置,在型板(1)的燕尾槽(1a)和法兰型腔(1b)中注入
在镶块组件粘接面(2a)上均匀涂有胶粘剂,并将镶块组件(2)放置在型板(1)对应位置
的燕尾槽(1a)中,在镶块组件贴合面(2c)上施加压力并保压,并将型板(1)和镶块组件(2)
一同放置在烘箱中,加热固化,使型板(1)与镶块组件(2)通过胶粘剂层(3)粘接在一起,直
至冷却后取出;再通过紧固件将镶块组件(2)、连接板(5)和框架(4)连接在一起;
以框架(4)的基准面为加工基准,按照粗加工、半精加工和精加工的加工顺序加工型板
(1)的型板型面(1d),确保型板型面(1d)满足加工精度要求;S8:模具表面处理
对型板(1)的型板型面(1d)进行喷砂处理,并在型板型面(1d)上均匀喷涂上铁氟龙。
9.根据权利要求8所述的一种3D打印复材模具的制造方法,其特征在于:步骤S5中,数
控加工型板(1)中除型板型面(1d)外的各轮廓面至尺寸,包括燕尾槽(1a)及法兰型腔(1b),
加工框架(4)各轮廓面至尺寸,包括其顶部的凹槽(4a)、通孔Ⅰ(4b)和定位孔Ⅰ(4c);
10.根据权利要求9所述的一种3D打印复材模具的制造方法,其特征在于:步骤S6中,将
连接板(5)放置在框架(4)上,使用销钉(7)将连接板(5)、框架(4)连接在一起;
将型板(1)和镶块组件(2)放置在连接板(5)和框架(4)上,使镶块组件(2)上螺纹孔
(2b)、连接板(5)上通孔Ⅱ(5a)和框架(4)上通孔Ⅰ(4b)的孔位同轴,使用螺栓(6)从通孔Ⅰ
(4b)穿入,直至螺纹部分旋入镶块组件(2)螺纹孔(2b)中,使型板(1)、镶块组件(2)、连接板
11.根据权利要求8所述的一种3D打印复材模具的制造方法,其特征在于:步骤S4中,热
时效处理方法为:将型板和框架毛坯件放置在烘箱中,从室温开始,以2℃/min的速率升温
[0001]本发明涉及模具设计制造技术领域,具体涉及一种3D打印复材模具及制造方法。
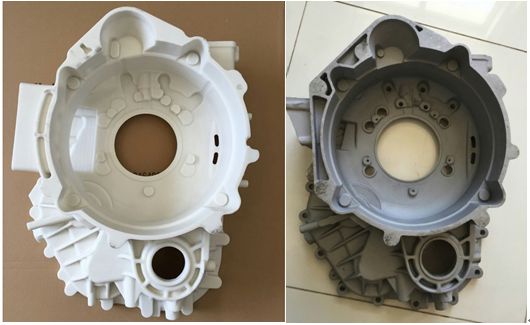
[0002]航空复合材料一般具有较高的比强度,优异的减振性,以及良好的隐身性能,被广
泛用于各类先进飞机的蒙皮件生产制造。复材模具是复材产品成型的重要工艺装备,其通
常采用以Q235A材料为主体的框架式焊接结构,该结构具有制造精度高、成本低等优势,但
同时存在制造周期长、易腐蚀生锈,制造和返修工作量大,难以满足多构型产品更新换代速
[0003]基于上述模具存在的问题,目前本技术领域开展了3D打印复材模具相关的技术研
究,如于2022年8月16日公开的专利申请号为“9.3”,名称为“一种复合材料进
气道用3D打印模具结构及加工方法”,该文献中阐述了复合材料进气道用3D打印模具结构
的特点,以及针对该模具的制造工艺流程,该技术方案中有涉及3D打印模具的热膨胀的描
述,即该3D打印模具在打印堆叠方向的热膨胀系数为60×10/℃,是常用复材模具材料热
膨胀系数的4.8倍(Q235A热膨胀系数为12.2×10/℃)。该方案中的模具在使用时,会出现
由于模具和产品热膨胀量相差较大,造成产品成型精度无法满足要求的问题;并且采用3D
打印的复材模具,由于受到本身自身材料的影响,模具表面的摩擦阻力大,又会出现产品成
型后难以脱模的问题,现有技术常规解决方案是:在模具表面铺叠一层脱模布,但这样的处
[0004]本发明的目的在于解决上述技术难题,提出一种3D打印复材模具及制造方法,该
模具能够有效地解决3D打印模具在使用时沿打印堆叠方向的热膨胀量,减小模具变形量,
提高产品成型精度;并且针对该模具结构提出了一种方便模具脱模的方法,提高了模具使
一种3D打印复材模具,包括通过3D打印工艺成型的型板和框架,以及连接板、镶块
组件,所述型板上设有若干燕尾槽,相邻燕尾槽之间的间距相等,燕尾槽上设有若干法兰型
为燕尾形,镶块的上设有螺纹孔,所述镶块组件的贴合面与型板的贴合面光顺过度;
框架顶部设有凹槽,凹槽上设有若干通孔Ⅰ,通孔Ⅰ的位置与安装成型后的模具上
[0006]进一步的,所述连接板为金属材料制得的板材,连接板上设有若干通孔Ⅱ,通孔Ⅱ
[0007]进一步的,所述框架的凹槽两侧面设置有若干定位孔Ⅰ;所述连接板的侧面设有定
[0009]进一步的,所述镶块、连接板和框架通过螺栓连接固定;连接板和框架之间通过销
[0010]进一步的,所述镶块组件的螺纹孔、框架上的通孔Ⅰ和连接板上的通孔Ⅱ的孔位同
[0011]进一步的,所述型板和框架均采用碳纤维增强热树脂颗粒材料制成,碳纤维增强
热树脂颗粒材料的纤维长度为5mm,圆柱体颗粒状,热膨胀系数为60×10/℃,密度为
以前述复材模具结构的3D打印复材模具为理论模型,在该模型的基础上增加工艺
在3D打印编辑软件中对该工艺模型的型板和框架进行分层处理,确定每个打印层
面的二维切面数据,设定包括打印路径、打印层厚度和打印线:型板和框架毛坯制造
将碳纤维增强热树脂颗粒材料注入3D打印设备中,并采用3D打印工艺参数制备型
槽中,在镶块组件贴合面上施加压力并保压,并将型板和镶块组件加热固化,使型板与镶块
组件通过胶粘剂层粘接在一起,直至冷却后取出;再通过紧固件将镶块组件、连接板和框架
[0014]进一步的,步骤S5中,数控加工型板中除型板型面外的各轮廓面至尺寸,包括燕尾
[0015]进一步的,步骤S6中,将连接板放置在框架上,使用销钉将连接板、框架连接在一
孔Ⅱ和框架上通孔Ⅰ的孔位同轴,使用螺栓从通孔Ⅰ穿入,直至螺纹部分旋入镶块组件螺纹
一、本发明中,提出了一种新的3D打印复材模具,与传统的普通钢框架式模具结构
相比,该模具具有制造周期短、且模具表面光泽均匀、抗腐蚀耐用,能够满足多构型产品更
[0017]二、本发明中,同时提出了一种3D打印复材模具的制造方法,与传统的模具制造方
法(如:9.3)相比,具有两大优势:①、有效解决了3D打印模具在打印方向热膨
胀量大的问题,提高了产品成型精度;②、通过模具表面处理工艺,实现了产品快速脱模,无
[0026]其中,100、复材产品;1、型板;5、连接板;1a、燕尾槽;1b、法兰型腔;1c、型板贴合
面;1d、型板型面;2、镶块组件;2a、镶块组件粘接面;2b、螺纹孔;2c、镶块组件贴合面;3、胶
粘剂层;4、框架;4a、凹槽;4b、通孔Ⅰ;4c、定位孔Ⅰ;4d、通风孔;4e、加强筋;4f、框架基准面;
5a、通孔Ⅱ;5b、定位孔Ⅱ;5c、连接板上贴合面;5d、连接板下贴合面;6、螺栓;7、销钉。
[0027]为便于公众理解本方案,下面结合实施例对本发明作进一步地详细说明,但本发
本实施例以制造弦高h尺寸不超过100mm的面板形复材产品100用3D打印复材模具
[0029]一种3D打印复材模具,如图1‑6所示,包括通过3D打印工艺成型的型板1和框架4,
以及连接板5、镶块组件2,所述型板1上设有若干燕尾槽1a,相邻燕尾槽1a之间的间距相等,
燕尾槽1a上设有若干法兰型腔1b,镶块组件2包括若干镶块,镶块数量与型板1上的燕尾槽
1a数量一致,镶块的截面形状为燕尾形,镶块的上设有螺纹孔2b,所述镶块组件2的贴合面
与型板贴合面1c光顺过度;所述型板1与镶块组件2之间通过胶粘剂层3连接,框架4顶部设
有凹槽4a,凹槽4a上设有若干通孔Ⅰ4b,通孔Ⅰ4b的位置与安装成型后的模具上的镶块组件2
上的螺纹孔2b位置匹配,框架4底部设有通风孔4d,所述连接板上贴合面5c与型板贴合面
1c、镶块组件贴合面2c紧密贴合;连接板下贴合面5d与框架4贴合面紧密贴合,镶块组件2、
[0030]优选的,所述型板1采用短切碳纤维增强热塑性树脂复合材料制成,碳纤维增强热
塑性树脂复合材料的纤维长度5mm,状态为圆柱体颗粒状,热膨胀系数为60×10‑6/℃,密度
为1.25g/cm3,并通过3D打印工艺成型,其整体厚度为40~50mm的均匀等厚体。
[0031]型板1在其沿着打印方向上设置有一系列燕尾槽1a,相邻燕尾槽1a之间等距为
200mm,深度为型板1最大厚度尺寸的1/3,在燕尾槽1a上每间隔200mm均匀设置有一系列法
兰型腔1b,该法兰型腔1b呈倒立的沉头孔形状,沉头部分直径尺寸为燕尾槽1a界面最大宽
度尺寸的1/2,沉头孔深度为型板1最大厚度尺寸的1/3,并且其型板型面1d外形轮廓与产品
[0032]镶块组件2由若干镶块组成,镶块数量与型板1上的燕尾槽1a数量一致,每个镶块
均采用Q235A材料制成,厚度为12~15mm,镶块的截面形状为燕尾形,并且粘接面燕尾尺寸
比型板1燕尾尺寸等距缩小3~5mm,每个镶块上均匀设置有带M12的螺纹盲孔,即螺纹孔2b,
[0033]胶粘剂层3使用的胶粘剂为一种低热膨胀系数环氧树脂,用于常温下填满型板1和
[0034]框架4所采用的材料与型板1相同,并通过3D打印工艺成型,框架4顶部设置有一凹
槽4a,凹槽4a上设置有若干Φ12.5的通孔Ⅰ4b,各通孔Ⅰ4b的位置与镶块组件2上各螺纹孔2b
位置相同,凹槽4a两侧面设置有若干Φ12的定位孔Ⅰ4c,框架4底部设置有若干通风孔4d,相
邻通风孔4d之间的加强筋4e厚度为20~25mm,框架4最大高度在300~350mm,且框架基准面
[0035]连接板5采用Q235A材料制成,连接板5上设置有若干Φ12.5通孔Ⅱ5a,各通孔Ⅱ5a
的位置与镶块组件2各螺纹孔2b位置、通孔Ⅰ4b位置相对应,连接板5两侧面设置若干Φ12定
位孔Ⅱ5b,各定位孔Ⅱ5b的位置与框架4各定位孔Ⅰ4c位置相对应,连接板上贴合面5c与型
板贴合面1c、镶块组件贴合面2c紧密贴合;连接板下贴合面5d与框架4贴合面紧密贴合,并
[0036]复材模具通过若干M12螺栓6将镶块、连接板5及框架4连接紧固,通过若干Φ12销
[0037]本实施例中,所述胶粘剂层3所使用的胶粘剂采用公开号为“CN111019292A”文献
中所提及的环氧树脂。该胶粘剂为低热膨胀系数环氧树脂,其特点为常温下呈糊状、具有一
[0038]本实施例中,镶块组件2的螺纹孔2b、连接板5上通孔Ⅰ4b和框架4上通孔Ⅱ5a的孔
位同轴,且孔轴线]本实施例中,所述框架4的通风孔4d高度尺寸一般不超过250mm,宽度尺寸不超过
[0040]为保证进一步保证产品成型精度,优选下述制造方法制备上述结构的3D打印复材
以上述结构的3D打印复材模具为理论模型,在该模型的基础上增加工艺余量,设
优选的,在型板1的外形轮廓上单边均留有3~5mm的工艺余量;在每个镶块的厚度
连接板5的厚度尺寸上留5mm工艺余量,其他外形轮廓单边均留有5mm的工艺余量。
在3D打印编辑软件中对该工艺模型的型板1和框架4进行分层处理,确定每个打印
将碳纤维增强热树脂颗粒材料放置于3D打印设备中,并采用3D打印工艺参数制备
[0044]将型板1和框架4毛坯件放置在烘箱中,从室温开始,以2℃/min的速率升温至180
[0046]优选的,加工型板1中除型板型面1d外的各轮廓面至尺寸,包括各燕尾槽1a及其法
加工框架4各轮廓面至尺寸,包括其顶部的凹槽4a及凹槽4a内Φ12.5通孔Ⅰ4b,并
加工连接板5各轮廓面至尺寸,以及各Φ12.5通孔Ⅱ5a和两侧面Φ12定位孔Ⅱ5b
将型板1的型板型面1d朝下放置,在型板1的燕尾槽1a和法兰型腔1b中注入胶粘
在镶块组件粘接面2a上均匀涂有胶粘剂,并将镶块组件2放置在型板1对应位置的
燕尾槽1a中,在镶块组件贴合面2c上均匀施加3~5kg的沙袋并保压,并将型板1和镶块组件
2一同放置在烘箱中,按照S4步骤中加热参数进行固化,确保型板1与镶块组件2有效粘接在
[0048]进一步的,将连接板5放置在框架4上,使用Φ12销钉7将两者连接在一起,将型板1
和镶块组件2放置在连接板5和框架4上,保证镶块组件2上M12螺纹孔2b、连接板5上Φ12.5
通孔Ⅱ5a和框架4上Φ12.5通孔Ⅰ4b的孔位同轴,最后使用M12螺栓6从框架4的通孔Ⅰ4b穿
入,直至螺纹部分旋入镶块组件2螺纹孔2b中,从而使型板1、镶块组件2、连接板5和框架4连
以框架4的基准面为加工基准,按照粗加工、半精加工和精加工的加工顺序加工型
使用喷砂机沿着型板1打印方向从左向右依次对型板1的型板型面1d进行喷砂处
理,然后使用带有铁氟龙的喷枪按照同样的操作顺序在型板型面1d上均匀喷涂上层厚为
本实施例以制造弦高h尺寸超过100mm的面板形复材产品100用3D打印复材模具为
[0052]一种3D打印复材模具,如图2‑6、8所示,包括通过3D打印工艺成型的型板1和框架
4,以及连接板5、镶块组件2,所述型板1上设有若干燕尾槽1a,相邻燕尾槽1a之间的间距相
等,燕尾槽1a上设有若干法兰型腔1b,镶块组件2包括若干镶块,镶块数量与型板1上的燕尾
槽1a数量一致,镶块的截面形状为燕尾形,镶块的上设有螺纹孔2b,所述镶块组件2的贴合
面与型板贴合面1c光顺过度;所述型板1与镶块组件2之间通过胶粘剂层3连接,框架4顶部
设有凹槽4a,凹槽4a上设有若干通孔Ⅰ4b,通孔Ⅰ4b的位置与安装成型后的模具上的镶块组
件2上的螺纹孔2b位置匹配,框架4底部设有通风孔4d,所述连接板上贴合面5c与型板贴合
面1c、镶块组件贴合面2c紧密贴合;连接板下贴合面5d与框架4贴合面紧密贴合,镶块组件
[0053]优选的,所述型板1采用短切碳纤维增强热塑性树脂复合材料制成,碳纤维增强热
塑性树脂复合材料的纤维长度5mm,状态为圆柱体颗粒状,热膨胀系数为60×10‑6/℃,密度
为1.25g/cm3,并通过3D打印工艺成型,其整体厚度为50~60mm的均匀等厚体。
[0054]型板1在其沿着打印方向上设置有一系列燕尾槽1a,相邻燕尾槽1a之间等距
150mm,深度为型板1最大厚度尺寸的1/3,在燕尾槽1a上每间隔150mm均匀设置有一系列法
兰型腔1b,该法兰型腔1b呈倒立的沉头孔形状,沉头部分直径尺寸为燕尾槽1a界面最大宽
度尺寸的1/2,沉头孔深度为型板1最大厚度尺寸的1/3,并且其型板型面1d外形轮廓与产品
[0055]镶块组件2由一系列镶块组成,镶块数量与型板1的燕尾槽1a数量一致,每个镶块
均采用Q235A材料,厚度为15~20mm,镶块的截面形状为燕尾形,并且粘接面燕尾尺寸比型
板1燕尾尺寸等距缩小3~5mm,每个镶块上均匀设置有带M12的螺纹盲孔,即螺纹孔2b,镶块
[0056]本实施例中,所述胶粘剂层3所使用的胶粘剂采用公开号为“CN111019292A”文献
中所提及的环氧树脂。该胶粘剂为低热膨胀系数环氧树脂,其特点为常温下呈糊状、具有一
定的流动性和粘性、高温下进行固化。胶粘剂用于常温下填满型板1和镶块组件2之间的间
[0057]框架4所采用的材料与型板1相同,并通过3D打印工艺成型,框架4顶部部设置有一
凹槽4a,凹槽4a上设置有一系列Φ12.5的通孔Ⅰ4b,各通孔Ⅰ4b的位置与镶块组件2上各螺纹
孔2b位置相同,凹槽4a两侧面设置有一系列Φ12定位孔Ⅰ4c,框架4底部设置有若干通风孔
4d,相邻通风孔4d之间的加强筋4e厚度为25~30mm,框架4最大高度在350~400mm,且框架
[0058]连接板5采用Q235A材料制成,连接板5上设置有若干Φ12.5通孔Ⅱ5a,各通孔Ⅱ5a
位置与镶块组件2各螺纹孔2b位置、通孔Ⅰ4b位置相对应,连接板5两侧面设置若干Φ12定位
孔Ⅱ5b,各定位孔Ⅱ5b位置与框架4各定位孔Ⅰ4c位置相对应,连接板上贴合面5c与型板贴
合面1c、镶块组件贴合面2c紧密贴合,连接板下贴合面5d与框架4贴合面紧密贴合,并且连
[0059]复材模具通过若干M12螺栓6将镶块、连接板5及框架4连接紧固,通过若干Φ12销
[0060]本实施例中,镶块组件2的螺纹孔2b、连接板5上通孔Ⅰ4b和框架4上通孔Ⅱ5a的孔
位同轴,且孔轴线]本实施例中,所述框架4通风孔4d高度尺寸不超过250mm,宽度尺寸不超过200mm,
[0062]为保证进一步保证产品成型精度,优选下述制造方法制备上述结构的3D打印复材
以上述结构的3D打印复材模具为理论模型,在该模型的基础上增加工艺余量,设
优选的,在型板1的外形轮廓上单边均留有5~8mm的工艺余量;在每个镶块的厚度
连接板5的厚度尺寸上留5mm工艺余量,其他外形轮廓单边均留有5mm的工艺余量。
在3D打印编辑软件中对该工艺模型的型板1和框架4进行分层处理,确定每个打印
将碳纤维增强热树脂颗粒材料放置于3D打印设备中,并采用3D打印工艺参数制备
[0066]将型板1和框架4毛坯件放置在烘箱中,从室温开始,以2℃/min的速率升温至180
[0068]优选的,加工型板1中除型板型面1d外的各轮廓面至尺寸,包括各燕尾槽1a及其法
加工框架4各轮廓面至尺寸,包括其顶部的凹槽4a及凹槽4a内Φ12.5通孔Ⅰ4b,并
加工连接板5各轮廓面至尺寸,以及各Φ12.5通孔Ⅱ5a和两侧面Φ12定位孔Ⅱ5b
将型板1的型板型面1d朝下放置,在型板1的燕尾槽1a和法兰型腔1b中注入胶粘
在镶块组件粘接面2a上均匀涂有胶粘剂,并将镶块组件2放置在型板1对应位置的
燕尾槽1a中,在镶块组件贴合面2c上均匀1施加5~8kg的沙袋并保压,并将型板1和镶块组
件2一同放置在烘箱中,按照S4步骤中加热参数进行固化,确保型板1与镶块组件2有效粘接
[0070]进一步的,将连接板5放置在框架4上,使用Φ12销钉7将两者连接在一起,将型板1
和镶块组件2放置在连接板5和框架4上,保证镶块组件2上M12螺纹孔2b、连接板5上Φ12.5
通孔Ⅱ5a和框架4上Φ12.5通孔Ⅰ4b的孔位同轴,最后使用M12螺栓6从框架4的通孔Ⅰ4b穿
入,直至螺纹部分旋入镶块组件2螺纹孔2b中,从而使型板1、镶块组件2、连接板5和框架4连
以框架4的基准面为加工基准,按照粗加工、半精加工和精加工的加工顺序加工型
使用喷砂机沿着型板1打印方向从左向右依次对型板1的型板型面1d进行喷砂处
理,然后使用带有铁氟龙的喷枪按照同样的操作顺序在型板型面1d上均匀喷涂上层厚为
[0073]以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依
据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护
2、成为VIP后,下载本文档将扣除1次下载权益。下载后,不支持退款、换文档。如有疑问加。
3、成为VIP后,您将拥有八大权益,权益包括:VIP文档下载权益、阅读免打扰、文档格式转换、高级专利检索、专属身份标志、高级客服、多端互通、版权登记。
4、VIP文档为合作方或网友上传,每下载1次, 网站将根据用户上传文档的质量评分、类型等,对文档贡献者给予高额补贴、流量扶持。如果你也想贡献VIP文档。上传文档
2024年烟草职业技能鉴定考试-烟叶调制工笔试考试历年典型考题及考点含含答案.docx
DBJ50T-157-2022重庆市房屋建筑和市政基础设施工程施工现场从业人员配备标准.pdf
部编版六年级下册语文第一单元教学设计(含单元教学计划、习作、语文园地).pdf
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者